
Verfahren zur Qualitätskontrolle:
Mit dem Verfahren Pyrometrie, Prüfung der Abzugskräfte nach dem Verschweißen sowie Mikroskopie kann die Qualität beurteilt und entsprechend angepasst werden.
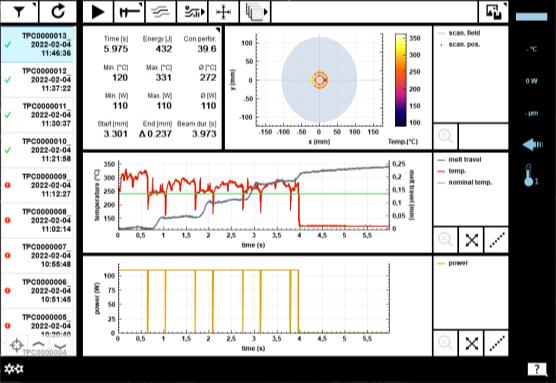
Pyrometrie
- Graphische Darstellung der Stell- und Regelgrößen
z.B. Laserleistung, Temperatur, Fügeweg
- Warnung bei Grenzüberschreitungen
- Statistikanzeige, z.B. für Min, Max und Mittelwerte Graphische Darstellung der Stell- und Regelgrößen
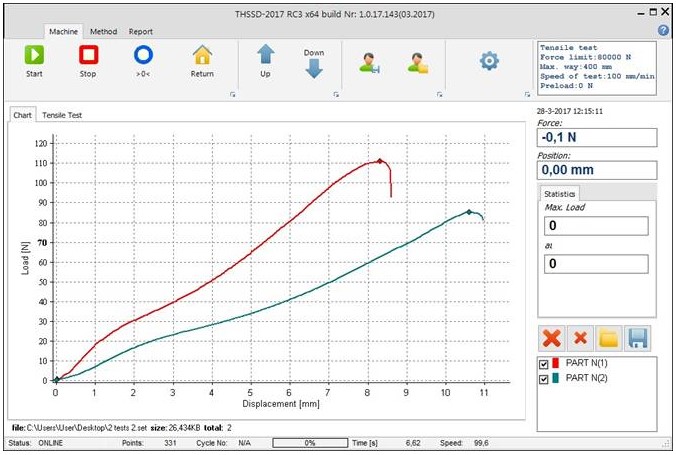
Druck.- Abzugsprüfung
- bis max. 3kn Zug.- Druckprüfung
- Steuerung von unterschiedlichen Last, Position und Geschwindigkeit
- Erfassung, Dokumentation und Analyse der Messwerte enthalten

Mikroskop
- Schnittprüfungen unter einem Mikroskop
Geeignete Materialpaarungen:
Eine Verbindung artgleicher Kunststoffe weist höchste Verbindungsstabilität auf. In der Materialpaarungsmatrix ist die Schweißbarkeit der verschiedenen Materialien dargestellt. Ein hoher Glasfaseranteil führt zu spröden Schweißverbindungen. Es wird empfohlen, eine Glasfasergehalt von 40 % nicht zu überschreiten. Ein lasertransparenter Werkstoff mit Glasfaser sollte nicht dicker als 2 mm sein.
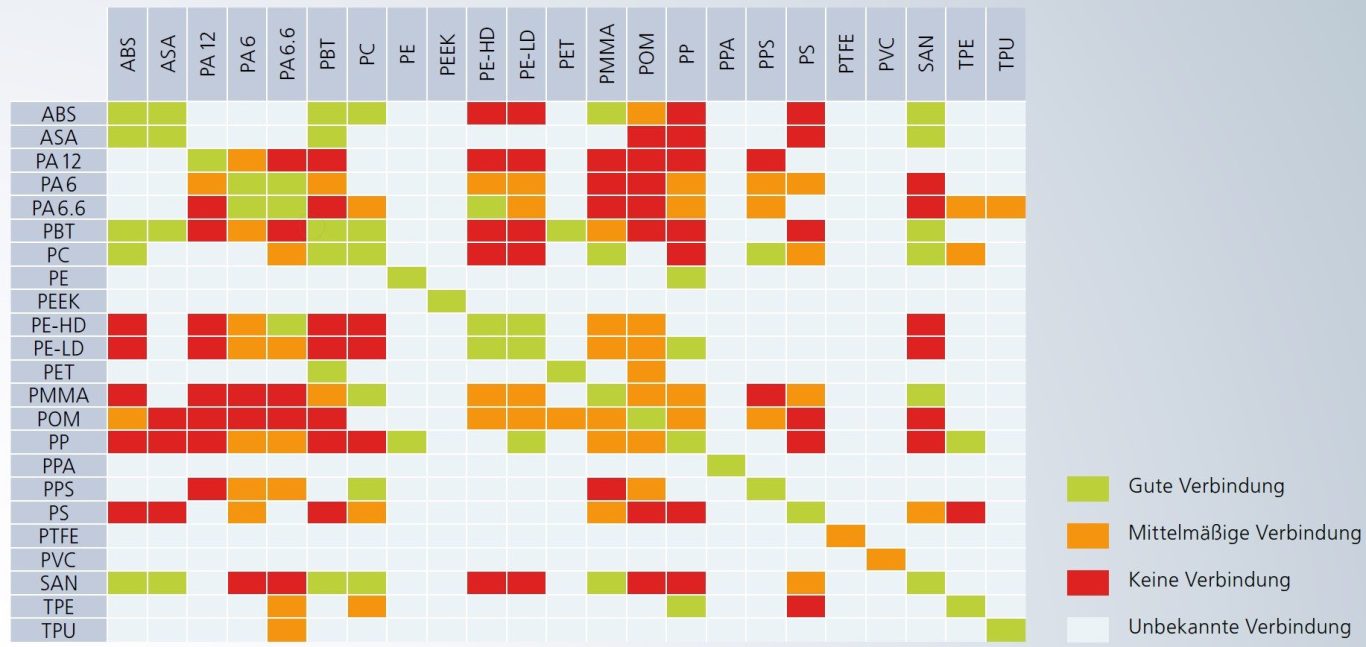
Quelle: Trumpf